
Types de torches TIG et son parts , et électrodes de tungstène
Ce document suivant est destiné à vous donner des informations pour vous aider à débuter avec le soudage TIG
TYPES DE TORCHES TIG
D’abord on peut distinguer deux types de torches selon comment elles se déclenchent:
- À valve. Les torches à valve comptent avec un robinet que vous permettra de gérer le gaz de protection. Normalement ces torches sont utilisées avec des postes TIG à souder sans électrovanne.

TIG torche à valve
- Électriques: Ils sont le plus commun et ils comptent avec un système d’activation électrique et un poussoir button pour actionner l’électrovanne et son amorçage. Concernant le faisceau de liaison, les torches sont disponibles en conception bi-tube ou coaxial (il rend la torche plus flexible).


TIG torche électrique
- En plus, les torches de soudage TIG sont disponibles refroidies par gaz ou refroidies par eau. On conseille de choisir des torches refroidies par eau pour les applications plus exigeantes avec currents de travail supérieur à 180A.

Faisceau de liaison coaxial pour torche TIG électrique refroidie par eau

Faisceau de liaison bi-cable pour torche TIG électrique refroidie par gaz
PARTIES DES TORCHES TIG
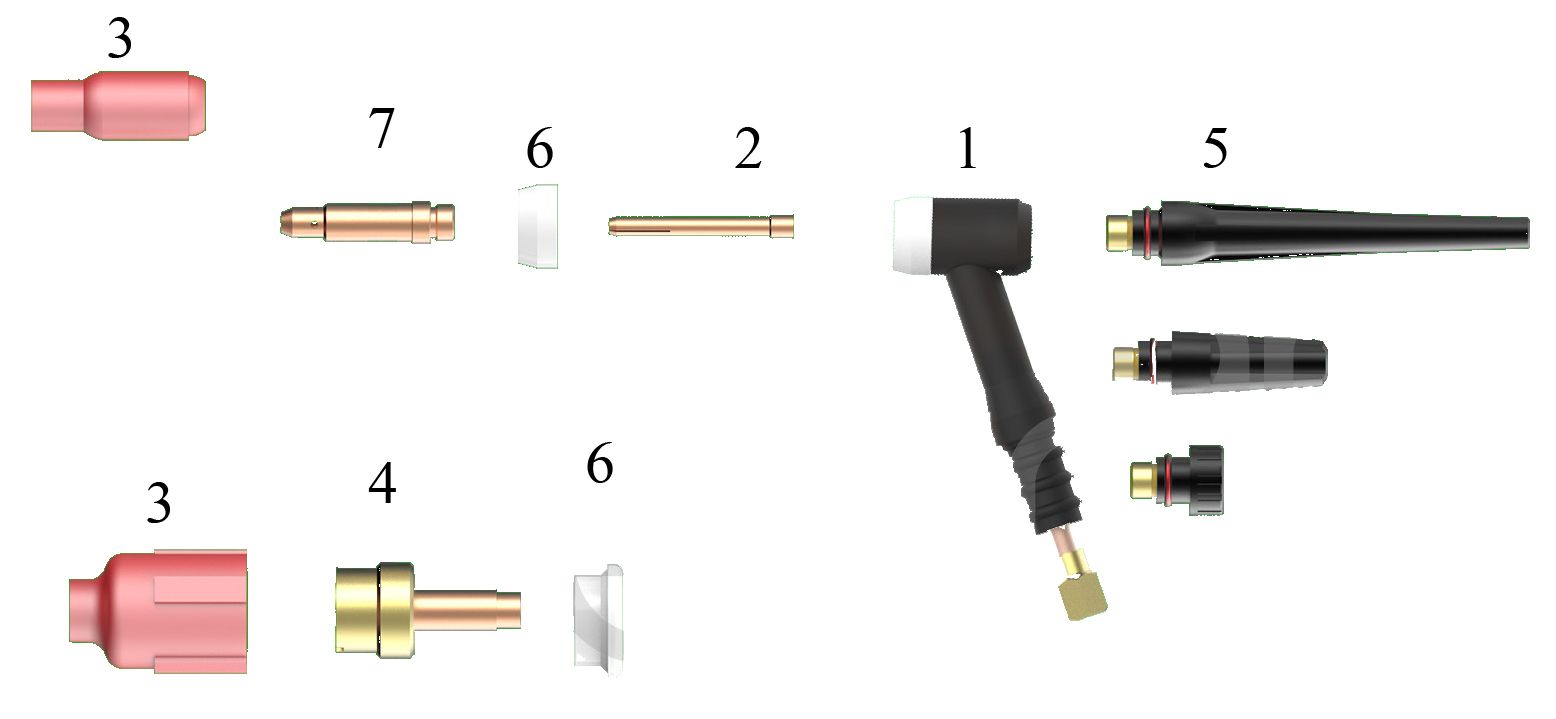
1- Corps de la torche
2- Pince Electrode Tungstene: C’est la pièce qui tient l’électrode en tungstène lorsque l’on ajuste le bouchon et crée le contact électrique nécessaire pour un bon transfert du courant de soudage
3- Buse Ceramique: Montée sur le corps de la torche , cette pièce dirige le gaz protector aux zones de soudage. Il y a deux configurations possibles : Collet ou Gas Lense. La configuration Gas lenses est recommandée pour des applications où on a besoin d’une grande couverture du gaz. Il aussi offre une visibilité plus grande à l’utilisateur.
4- Diffuser gaz lenses: Cette pièce, utilisée dans la configuration Gaz Lenses, permet d’augmenter la couverture du gaz protecteur.
5- Bouchon: Maintient l’électrode de tungstène en position et scelle le corps en protégeant la torche de l’air atmosphérique
6- Bague tête isolante
7- Support Collet/Diffuseur
ÉLECTRODES DE TUNGSTÈNE
Le choix de ce matériau comme électrode pour le soudage TIG est dû au fait que c’est le métal ayant un point de fusion plus élevé (3410 °), par rapport au fer 1536 °, au cuivre 1038 ° ou à l’aluminium 660 °.
Pendant des décennies, les fabricants des électrodes de Tungstène ont modifié la composition de ceux-ci pour obtenir de meilleurs résultats lors de leur utilisation dans le soudage TIG, en les contaminant par différents oxydes. Grâce à ces alliages, des améliorations ont été obtenues dans l’allumage de l’arc, la stabilité de l’arc et la diminution de l’érosion de la pointe.
Le tableau suivant décrit les différents alliages, les classifications AWS et ISO avec leurs codes et couleurs ainsi que la quantité d’oxyde dans leur composition.

L’électrode le plus courant pour le soudage TIG est le de Zirconium, suivie du pur. Les couleurs de l’électrode sont peintes sur l’un des bouts.
Partagez cet article!
Contactez l’auteur pour en savoir plus!